
4cr13是什么材料(和S136的区别有哪些)
2023-05-25 17:00:48投稿人 : yq4qlskj围观 : 67 次0 评论
塑料模具钢是应用最广泛的非金属成型模具,不仅要求有一定的强度、韧性和硬度,而且对钢材的冷加工性能、热处理工艺性能、镜面性能、光洁度、蚀刻性能、耐磨性能、耐磨性等都有特殊要求。

4Cr13属于马氏体不锈钢。经热处理后,具有优异的耐腐蚀性、抛光性能、高强度和耐磨性,适用于制造承受高负荷、高耐磨性和在腐蚀性介质作用下的塑料模具和透明塑料制品模具。
4Cr13塑料模具钢的化学成分见表1。在实际生产中,应尽可能降低P、S的含量,降低钢中H、O、N的含量。一般要求H的含量≤2×10 ~ 6。应采取有效的工艺措施,提高钢水的纯净度和表面质量,减少钢锭的偏析、缩孔和疏松。

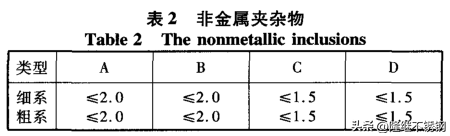
(1)非金属夹杂物合格等级见表2。检验标准按GB/T 10561-2005执行。
(2)锻件表面质量和超声波检验的要求:(a)不允许有肉眼可见的裂纹、缩孔、折叠等缺陷;(b)2mm ~ 3mm的单个缺陷数不得超过3个,3mm ~ 4mm的缺陷数不得超过1个;(c)长条状或密集点状间断的等效平底孔直径≤ d2毫米..
4Cr13模块规格范围为:宽度:800 mm ~1 000mm,厚度:160 mm ~ 500 mm .由5 t ~11 t镇静钢锭制成。工艺流程:钢锭热送→炉内加热→锻造→热处理→锻造检验→入库。
锻造加热
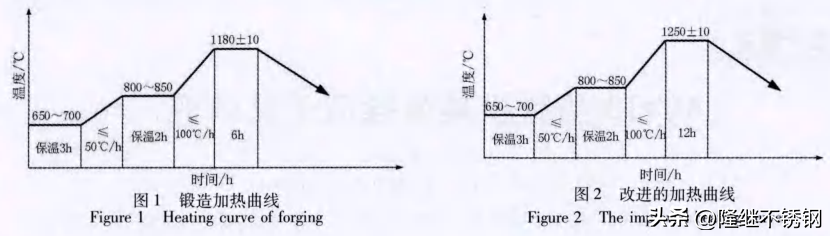
锻造加热工艺的主要参数是加热温度和保温时间。
根据铸锭的材料和截面尺寸选择铸锭的加热温度和保温时间。为防止低温性能差造成组织应力过大,要求低温缓慢加热。因此,钢锭加热温度为650 ~ 700℃,然后缓慢加热至800 ~ 850℃,加热速度≤ 50℃/h,由于850℃以上钢锭的导热性很好,为防止晶粒过度长大影响锻造性能,850℃后迅速加热至初锻温度。锻造加热曲线如图1所示。
对首次生产的4Cr13塑料模具钢模块进行超声波探伤,发现整个工件中心存在超过D2 mm的致密缺陷,然后对缺陷部位进行高倍探伤,发现颗粒状碳化物条带。由于4Cr13塑料模具钢在生产过程中属于高碳钢,合金含量比较高,容易出现显微偏析。在钢锭加热过程中,通过提高初锻温度和增加保温时间,高温扩散可以有效降低偏析程度,实现化学成分的均匀化,保证锻件内部质量。改进的加热过程如图2所示。
为了根据有效压实锻造方法的临界条件制定锻造工艺,有必要编制一份优化的锻造工艺手册。
本文介绍了大型压力机常用的上下平砧传统拉伸、上下平砧连续拉伸、FM拉伸和超宽砧拉伸四种拉伸方法的编程,使工艺制定不仅依靠传统经验,而且有据可循,简明准确,操作过程控制严格,能取得较大的经济效益。
在四种常用拉拔方法中,相同条件下,超宽砧拉拔的压实效果最好,其次是FM法,然后是上下平砧连续拉拔,最后是上下平砧传统拉拔。根据压机的能力,合理使用超宽砧拔法。
来源:传奇知识网,转载请注明作者或出处,尊重原创!
相关文章
黄梅时节家家雨青草池塘处处蛙的意思(黄梅时节家家雨青草池塘处处蛙的意思是什么)
本文目录一览: 1、黄梅时节家家雨,青草池塘处处蛙的意思是? 2、黄梅时节家家雨,青草池塘处处蛙.这句诗句是什么意思 3、《约客/有约》原文翻译赏析,约客/有约全诗的意思 4、黄梅时节家家雨,全诗 黄梅时节家家雨,青草池塘处处...
2024-02-22 22:29:07黄梅时节家家雨青草池塘处处蛙的意思黄梅池塘时节青草家家
发表评论